鉆星專業(yè)制造銷售高精度深孔機(jī)床
,主要產(chǎn)品:深孔鉆鏜床
,刮削滾光機(jī)床
,深孔珩磨機(jī)床
;可按客戶需求設(shè)計(jì)定制生產(chǎn)
。
主要用于液壓油缸內(nèi)孔加工
、石油鉆采、煤礦支柱生產(chǎn)修復(fù)
、機(jī)床主軸孔加工等行業(yè)
。設(shè)備具有低噪音、無污染
、高效率的特點(diǎn)
。公司產(chǎn)品質(zhì)量市場反映良好,國內(nèi)占有率逐年攀升
,并且國際貿(mào)易業(yè)務(wù)取得了長足發(fā)展
。
同時(shí)配套生產(chǎn)深孔機(jī)床刀具
、輔具產(chǎn)品:深孔鉆頭、深孔鏜頭
、滾壓頭
、滾壓珠、鏜滾組合頭及深孔珩磨頭
、鏜桿
、鉆桿、套件等
,可承接非標(biāo)準(zhǔn)深孔刀具
、特型深孔加工刀具的設(shè)計(jì)制造業(yè)務(wù)。

產(chǎn)品免費(fèi)提供技術(shù)培訓(xùn)
,產(chǎn)品實(shí)行“三包”服務(wù)
,完善的定期售后服務(wù),讓用戶使用后顧無憂
。從創(chuàng)業(yè)之初致力于完善產(chǎn)品性能
,以質(zhì)為先,誠達(dá)天下
,廣結(jié)朋友
,合作共贏的宗旨,全體員工攜手共進(jìn)
,奔向美好明天
。
一、機(jī)床簡介
TK2120A×2米深孔鉆鏜床是德州鉆星刀具有限公司根據(jù)市場需求近期研發(fā)的新型機(jī)床
。機(jī)床具有如下特點(diǎn):
1
、機(jī)床人機(jī)交互,操作簡單
,智能化程度高
。
2、機(jī)床使用范圍廣
,可以鉆孔
,擴(kuò)孔,盲孔,臺(tái)階孔,套料
,鏜孔
。鏜孔時(shí)既可以使用組合刀具也可以使用粗鏜,精鏜
,滾壓單項(xiàng)工藝刀具
。機(jī)床基礎(chǔ)型號(hào)鏜孔可以加工到Φ200mm,鉆孔可以鉆到Φ100mm。
3
、機(jī)床使用法國達(dá)索公司設(shè)計(jì)軟件設(shè)計(jì)
。使用性和科技感均較傳統(tǒng)機(jī)床提高
4、機(jī)床經(jīng)濟(jì)性好
,較少的占用用戶資金
,較少的占用用戶工廠空間。
5
、機(jī)床通用性好
,鉆桿、刀具等可以與老產(chǎn)品實(shí)現(xiàn)互換
。
二
、
機(jī)床的規(guī)格型號(hào)
機(jī)床名稱:深孔鉆鏜床;機(jī)床型號(hào):TK2120A
;機(jī)床規(guī)格:2m
。

三、安全裝置
本機(jī)床提供了數(shù)個(gè)安全裝置來保護(hù)操作者和機(jī)床避免遭受意外傷害及設(shè)備損壞
,但是操作者在操作時(shí)不能完全依賴這些安全裝置
,操作前必須仔細(xì)了解所述的注意事項(xiàng),并完全了解這些特殊裝置
,這些裝置有:
1
、皮帶防護(hù)罩及卡盤防護(hù)罩、冷卻液防護(hù)罩
。
2 、Z軸行程限位開關(guān)
。
3
、按鈕站上的急停按鈕。
4
、電氣系統(tǒng)對主軸轉(zhuǎn)動(dòng)的保護(hù)
。
5、進(jìn)給伺服電機(jī)扭矩限制器
。
四
、
機(jī)床主要部件的功能及結(jié)構(gòu)
1、床身
機(jī)床的床身是由兩節(jié)床體鑄造對接而成
。床體是二面封閉且有斜置筋板的結(jié)構(gòu)
,剛性較好。床身導(dǎo)軌為一山一矩形導(dǎo)軌
,承載能力大
,導(dǎo)向精度好,導(dǎo)軌經(jīng)過了淬火處理,耐磨性高
,床身寬度650
。
床身導(dǎo)軌中間,安裝著授油器移動(dòng)絲杠和進(jìn)給絲杠
。
床身的前后左右設(shè)有防護(hù)罩
,可有效防止油液的飛濺,改善機(jī)床周邊環(huán)境
。

2
、床頭箱和卡盤
床頭箱轉(zhuǎn)速的變換靠安裝在床頭箱前壁上的手柄撥動(dòng)滑移齒輪分別與有關(guān)的固定齒輪嚙合來實(shí)現(xiàn)。

主軸的前支撐用內(nèi)孔帶錐度的雙列短圓柱滾動(dòng)軸承和雙向推力球軸承
,可以調(diào)整主軸的運(yùn)動(dòng)精度
,使主軸承受正反兩個(gè)方向的軸向力。主軸后端是雙列短圓柱滾動(dòng)軸承
,中間設(shè)有輔助支撐深溝球軸承
。保證了主軸有較高剛性。
床頭箱的冷卻潤滑是靠安裝在Ⅰ軸上的油泵箱內(nèi)循環(huán)供油
,油液分散到各齒輪和軸承后
,再回到箱體底部。
床頭箱主軸上固定著卡盤體
,卡盤體上固定著錐頂盤
,在卡盤體上制有大方孔,以便于裝卸和調(diào)整刀頭
,排除冷卻液和切屑
。
3、拖板(包括鉆
、鏜桿固定架)
鉆鏜桿固定架固定在拖板上
,是通過鎖緊套的方式與鉆鏜桿連接,鎖緊套的孔徑根據(jù)鉆鏜桿外徑自制
。
當(dāng)進(jìn)給時(shí)
,進(jìn)給箱帶動(dòng)絲杠旋轉(zhuǎn),使拖板作軸向移動(dòng)
,實(shí)現(xiàn)進(jìn)給和快速運(yùn)動(dòng)
。
4、工件托架
工件托架用于支承工件
,切削時(shí)不使用
。托架的配置是根據(jù)工件需要決定的。
5
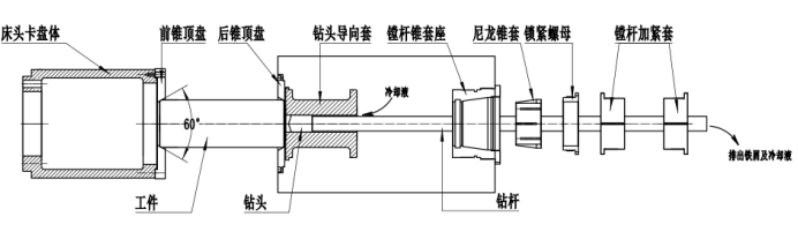
、授油器
授油器的作用是:A
、向加工工件輸入冷卻液并密封。B、支承鉆鏜桿
。C
、鉆鏜頭導(dǎo)向。D
、支承并頂緊工件
。
在授油器的背面,有一個(gè)從冷卻泵來的輸油管
,冷卻液通過授油器送入工件切削區(qū)
。

在授油器的頭部,有一個(gè)錐盤
,是支承和頂緊工件用的
,它與工件以30°、45°或60°錐面結(jié)合
,該錐度是根據(jù)工件需要定的
,授油器得移動(dòng)鎖緊都是有液壓馬達(dá)驅(qū)動(dòng)安裝在床身內(nèi)檔的絲杠實(shí)現(xiàn)。
在錐盤內(nèi)
,安裝刀具導(dǎo)向套
,用于鉆頭或鏜頭的導(dǎo)向,更換刀具必須更換此套
。在授油器的尾部
,安裝錐套座,內(nèi)有錐套
,是用于支承鉆鏜桿用的
,錐套磨損或加工中出現(xiàn)振動(dòng)時(shí),可以調(diào)節(jié)錐套座外面的調(diào)節(jié)螺母
。
授油器的前方有按鈕板及儀表
,幾乎包括了機(jī)床的所有運(yùn)動(dòng)的控制按鈕,因此
,授油器也是機(jī)床的操作中心。
6
、鉆鏜桿支架
鉆鏜桿支架是作為鉆鏜桿輔助支撐用
,它沿床身導(dǎo)軌移動(dòng)可以通過鏈條裝置帶動(dòng)。更換鉆鏜桿時(shí)
,必須更換相應(yīng)的支撐套
。

7、冷卻系統(tǒng)
冷卻系統(tǒng)在機(jī)床的后面
,為地上油箱
,主要由油箱、泵站、輸油管和儲(chǔ)屑車組成,冷卻液的作用一是冷卻
,二是清除切屑
、把切屑排往儲(chǔ)屑車和油箱。

鏜孔時(shí)
,正常采用推鏜方式
,油液從授油器后側(cè)輸入到切削區(qū),帶著切屑排往床頭排屑斗
,然后到小儲(chǔ)屑車
,油液濾后回油箱。
鉆孔時(shí)
,為內(nèi)排屑方式
,油液從授油器后側(cè)輸入到切削區(qū),然后帶著切屑從鉆桿內(nèi)孔排往拖板上的排屑斗
,然后排回大儲(chǔ)屑箱和油箱
。
拆卸工件時(shí),從授油器和工件流到床身槽中的和從授油器頭泄漏到床身槽中的少量油液
,通過床體側(cè)面的回油管回到油箱
。
五、機(jī)床的搬運(yùn)
機(jī)床在起吊搬運(yùn)時(shí)
,起吊繩掛鉤一定要掛在床身的起重孔上或掛在穿過起重孔的棒上
,如果起重繩與床身導(dǎo)軌或其他部件相接觸時(shí),一定要墊以重物
,防止擦傷
,起吊時(shí),必須注意床身上各部件的位置
,可以通過它們勻重
,以便保持機(jī)床的平衡,不得使機(jī)床過度傾斜
。
六
、
機(jī)床的使用和操縱
機(jī)床暫時(shí)不用或節(jié)假日,要蓋上塑料罩以防污物粘住
,機(jī)床長期不用時(shí)要對各運(yùn)動(dòng)面
、裸露的加工面涂以防銹油。
機(jī)床安裝完畢后
,或長期不用恢復(fù)使用時(shí)
,須用煤油棉紗清洗防銹油。
使用前
,操作者要先全面地了解機(jī)床的性能及手柄和按鈕的作用
,檢查電氣元件的緊固情況
,然后接通電源空運(yùn)轉(zhuǎn),觀察運(yùn)動(dòng)是否正常
,油路是否暢通
。
空運(yùn)轉(zhuǎn)時(shí),各運(yùn)動(dòng)部件必須從低速到高速逐漸遞增
,以防意外事故發(fā)生
。
床頭箱的變速按標(biāo)牌上指示的手柄位置進(jìn)行,而且一定要在停車以后才能操作
,以防意外事故
。
冷卻液流量供選擇,一般來說
,加工大孔用大流量
,加工小孔用小流量。
七、工件的裝夾
裝夾方式:工件用位于床頭主軸頭及授油器前端的一對錐盤頂緊并定位
。兩種方式都可用工件支架進(jìn)行輔助支撐。
工件的尾端是通過授油器上的錐盤頂緊并定心
,同時(shí)起密封作用
。
工件的尾端在鉆鏜前,須按程序進(jìn)行加工
。鏜孔時(shí)
,如果工件的前端用錐盤頂緊,錐盤角度必須和工件上的倒角相適應(yīng)
。
機(jī)床的加工效率:
1
、φ200孔鏜削速度:30-40mm/min
1200 長度鏜滾單根加工時(shí)間:為35分鐘
八、隨機(jī)技術(shù)資料
機(jī)械
、電氣使用說明書
、操作說明書。
九
、
質(zhì)量控制和質(zhì)量檢驗(yàn)
1.執(zhí)行機(jī)械工業(yè)部制定的關(guān)于深孔鉆鏜床行業(yè)標(biāo)準(zhǔn)
JB/T6088.1-2006(幾何精度與工作精度的要求及檢驗(yàn)方法)
JB/T6088.2-2006(技術(shù)條件的規(guī)定標(biāo)準(zhǔn))
2.也可以按照甲方提供的圖紙
,作為合同附件,加工出合格的產(chǎn)品為驗(yàn)收標(biāo)準(zhǔn)
。
3.特殊的工件可雙方協(xié)商
,提出特殊要求。
4.本技術(shù)協(xié)議的技術(shù)要求作為驗(yàn)收的部分發(fā)標(biāo)準(zhǔn)
。
十
、
制造及驗(yàn)收標(biāo)準(zhǔn)
1
、機(jī)床噪聲:符合國家標(biāo)準(zhǔn)
,噪聲小于83db
。
GB5226.1-2002 機(jī)械安全機(jī)械電氣設(shè)備第一部分:通用技術(shù)條件。
JB/T9874-1999 金屬切削機(jī)床裝配通用技術(shù)條件
。
機(jī)床防護(hù)裝置安全可靠
,符合GBI5760-1995《金屬切削機(jī)床安全防護(hù)通用技術(shù)條件》。
JB/T10051-1999 金屬切削機(jī)床液壓系統(tǒng)通用技術(shù)條件
。
符合Tk2120A技術(shù)要求
。
2、 機(jī)床的驗(yàn)收
、按國家有關(guān)標(biāo)準(zhǔn)和《Tk2120A深孔鏜床精度驗(yàn)收標(biāo)準(zhǔn)》和本技術(shù)協(xié)議進(jìn)行驗(yàn)收
。初驗(yàn)收在乙方進(jìn)行,驗(yàn)收的主要內(nèi)容包括:
1)按本技術(shù)協(xié)議檢驗(yàn)機(jī)床的組成部件和工藝性能
。
2)按國家有關(guān)標(biāo)準(zhǔn)和《Tk2120A深孔鏜床精度驗(yàn)收標(biāo)準(zhǔn)》驗(yàn)收機(jī)床的精度
。
十一、機(jī)床隨機(jī)技術(shù)條件:
1
、《Tk2120A深孔鏜床使用說明書》一份
。
2、裝箱單一份
。
十二
、
設(shè)備所用油種類、型號(hào)、數(shù)量(用戶自備)
冷卻切屑油2000升 (TP-101)
液壓油180升 (46#)
潤滑油30升 (46#)
十三
、
安裝、調(diào)試、驗(yàn)收
、培訓(xùn)和售后服務(wù)
1.機(jī)床的安裝
機(jī)床安裝前應(yīng)按地基圖制作好地基,待地基干固到80%以上時(shí)(約10-15天)
,方可將機(jī)床調(diào)運(yùn)到地基上
,調(diào)運(yùn)到地基上以前,須將墊鐵和地腳螺栓按地基圖的位置放好
,墊鐵的支撐面應(yīng)在同一平面上
,誤差不得大于2mm,并且留有向高低調(diào)整的余量
。
按以上要求準(zhǔn)備好后
,可依次把各節(jié)床身吊往墊鐵上,此時(shí)各節(jié)之間的接觸面要擦洗干凈
,并備以防止碰撞的軟物
,待穩(wěn)定以后在取出軟物,使兩面接合
,用圓錐銷和六角螺釘定位并緊固
。
床身連接以后
,用墊鐵對機(jī)床進(jìn)行安裝精度的粗調(diào),用水平儀檢查
。
粗調(diào)以后
,地腳螺釘孔內(nèi)灌滿水泥,使地腳螺釘和墊鐵固定
,待水泥完全干固后
,再進(jìn)行精調(diào),精調(diào)必須滿足拖板移動(dòng)的精度要求
,機(jī)床出廠前已經(jīng)過檢查調(diào)整
,精調(diào)必須達(dá)到要求。
精調(diào)完畢后
,均勻地?cái)Q緊地腳螺釘上的螺母
,同時(shí)注意精度有否變化。
主機(jī)安裝的同時(shí)
,可以對冷卻系統(tǒng)
、液壓系統(tǒng)、電氣系統(tǒng)進(jìn)行安裝
,冷卻系統(tǒng)的油箱
、回油箱各節(jié)用密封板和螺釘連接好后放在地平面上,回油口通油箱
,回油槽中心線與床身中心線必須平行
,平行度以儲(chǔ)屑車隨拖板運(yùn)動(dòng)靈活為準(zhǔn)。
冷卻系統(tǒng)的輸油管
,液壓系統(tǒng)的輸油管和部分電氣走線管
,安裝在機(jī)床床身后面。
2.驗(yàn)收
(1)預(yù)驗(yàn)收:在設(shè)備發(fā)運(yùn)前
,賣方安排買方在設(shè)備制造現(xiàn)場進(jìn)行預(yù)驗(yàn)收
。預(yù)驗(yàn)收內(nèi)容按照技術(shù)協(xié)議約定標(biāo)準(zhǔn)對機(jī)床幾何精度工作精度進(jìn)行驗(yàn)收。
(2)最終驗(yàn)收:設(shè)備最終驗(yàn)收在買方工廠進(jìn)行
,在機(jī)床安裝
、調(diào)試完畢后,試加工典型工件加工三件合格產(chǎn)品
,雙方代表簽署終驗(yàn)收單
,開始計(jì)算質(zhì)保期。
3.培訓(xùn)
賣方免費(fèi)為買方提供技術(shù)培訓(xùn)
,培訓(xùn)人員交通及生活費(fèi)用自理
,賣方給培訓(xùn)人員提供必要的方便。
培訓(xùn)在機(jī)床安裝過程中以及在調(diào)試安裝過程中進(jìn)行
,培訓(xùn)內(nèi)容:設(shè)備的機(jī)械性能
、電氣原理
、設(shè)備維修和保養(yǎng)等。
十四
、
售后服務(wù)
1.機(jī)床質(zhì)保期限為一年,在此期間內(nèi)
,因產(chǎn)品質(zhì)量問題發(fā)生的機(jī)床故障
,公司負(fù)責(zé)免費(fèi)維修。
2.如機(jī)床出現(xiàn)故障
,賣方售后服務(wù)人員2小時(shí)內(nèi)響應(yīng)
,48小時(shí)到達(dá)買方現(xiàn)場,對機(jī)床故障進(jìn)行排除
。
3.機(jī)床質(zhì)保期滿后
,賣方繼續(xù)為買方提供優(yōu)質(zhì)的技術(shù)服務(wù)和優(yōu)惠的備件供應(yīng)。
4.質(zhì)量承諾及售后服務(wù)
我公司對自己的產(chǎn)品質(zhì)理負(fù)責(zé)
,對由于設(shè)計(jì)
、制造質(zhì)量和售后服務(wù)質(zhì)量造成的損失承擔(dān)責(zé)任。
在設(shè)計(jì)制造中
,我公司承諾:
1.設(shè)計(jì)制造中執(zhí)行并符合雙方簽署的技術(shù)協(xié)議及各項(xiàng)國家標(biāo)準(zhǔn)與行業(yè)標(biāo)準(zhǔn)
,除用于裝配的機(jī)床表面外,零部件的金屬外表面均作鍍鉻
、鍍鋅
、發(fā)藍(lán)或噴漆防銹處理,并對設(shè)備在運(yùn)輸和安裝過程中損壞的表面負(fù)責(zé)修復(fù)
。
2.我公司保證提供的設(shè)備技術(shù)成熟
、性能可靠、水平先進(jìn)
。
3.我公司對所采購的機(jī)電配套件的質(zhì)量負(fù)責(zé)
。
4.在設(shè)備制造中,用戶可對設(shè)備進(jìn)行監(jiān)制
。
5.安裝
、調(diào)試
機(jī)床到達(dá)后賣方派工作人員和買方一起按裝箱單開箱清點(diǎn),若有缺件
、損壞件及時(shí)補(bǔ)齊
,機(jī)床吊裝到位后,賣方派有經(jīng)驗(yàn)的機(jī)
、電技術(shù)人員到現(xiàn)場安裝
,并負(fù)責(zé)電氣系統(tǒng)的調(diào)試、試車和切削
。








